



锰钢焊接热处理矿筛网正确安装,是筛网正常工作、使用寿命达标的保障和前提,所以注意哪些事项,是必要的。

在安装锰钢焊接矿筛网时,需特别注意材料特性、安装工艺及使用环境,以确保筛网的耐用性和筛分效率。以下是关键注意事项:

一、安装前准备
1. 材料检查
测量筛网尺寸,检查是否符合筛机参数。
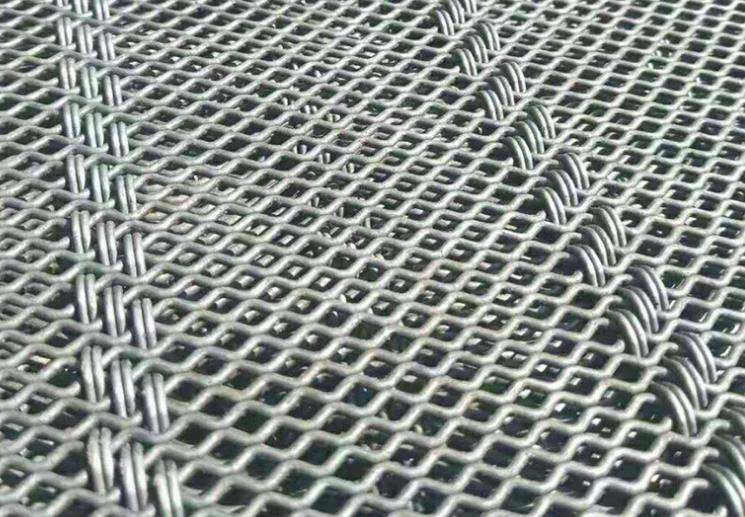
确认筛网材质为高锰钢(如Mn13、Mn18等),检查焊接质量(无虚焊、裂纹)、网孔尺寸及平整度是否符合设计要求。
筛网边缘需打磨光滑,避免安装时划伤设备或人员。
2. 环境适配
根据矿石类型(如硬度、含水量)选择合适网孔尺寸和丝径,避免堵塞或过快磨损。
潮湿环境需考虑防锈处理(如涂防锈油),高冲击工况需额外加固。
3. 工具与配件
准备适合扳手,专用夹具、橡胶锤、挂钩螺栓、高强度螺栓(如8.8级)或U型卡扣,避免使用普通铁丝固定。

二、安装过程要点
1. 筛网固定
张紧度:筛网需均匀张紧(推荐张力计检测),过松易抖动变形,过紧可能导致焊接点开裂。
固定方式:优先采用螺栓压条或楔形块固定,确保筛网与筛箱紧密贴合,振动时无窜动。
缓冲设计:在筛网与筛架间加装橡胶垫(耐油型橡胶为佳),减少金属直接碰撞,降低噪音和磨损。
2. 焊接补强(如需要)
若现场需补焊,使用与母材匹配的焊条(如J506或J607),预热至150~200℃(防止冷裂),焊后缓冷。
避免在筛网中部焊接,优先在边缘加固。
3. 多筛网拼接
拼接处需重叠10~15cm,采用交错搭接或专用连接板,防止物料卡入缝隙。
接缝方向应与物料流动方向一致,减少冲击。

三、安装后调试
1. 空载测试
开机前手动盘车检查筛网是否与设备其他部件干涉。
空载运行10~15分钟,观察筛网振幅是否均匀,有无异常噪音或局部抖动。
2. 负载调试
逐步增加物料,检查筛网下料是否均匀,有无堆积或跑偏现象。
调整振动电机偏心块角度或激振力,优化筛分效率。
.jpg")
四、安全与维护
1. 安全防护
安装时停机断电,悬挂警示牌,避免设备误启动。
穿戴防割手套,防止锰钢锋利边缘伤人。
2. 定期维护
每周检查筛网张紧度和螺栓紧固情况,及时更换断裂筛丝或补焊。
停机时清理筛孔堵塞物(可用高压气枪或软毛刷),严禁敲击筛网。
五、常见问题处理
筛网早期开裂:检查是否因过载或焊接缺陷导致,需调整进料量或重新焊接。
物料透筛率低:确认网孔是否堵塞,或筛网倾角/振动参数是否需要调整。
通过严格遵循以上步骤,可显著延长锰钢筛网寿命(通常可达3~6个月甚至更长),并提高筛分效率。若工况极端(如高温、强腐蚀),建议咨询厂家定制解决方案。

管理员
该内容暂无评论